网站导航







随着垃圾分类工作的深入,餐厨垃圾的处理方式也呈现出多样化发展,经过长期的应用实践,好氧发酵工艺越来越备受关注。好氧发酵工艺的优点也突显出来:
①技术先进可靠,确保餐厨垃圾的处理效果;
②工艺布置灵活多变,易于选址,特别适用于城市空间紧缺的环境使用;
③系统的扩展性较强,能够适应来料不稳定的状况。

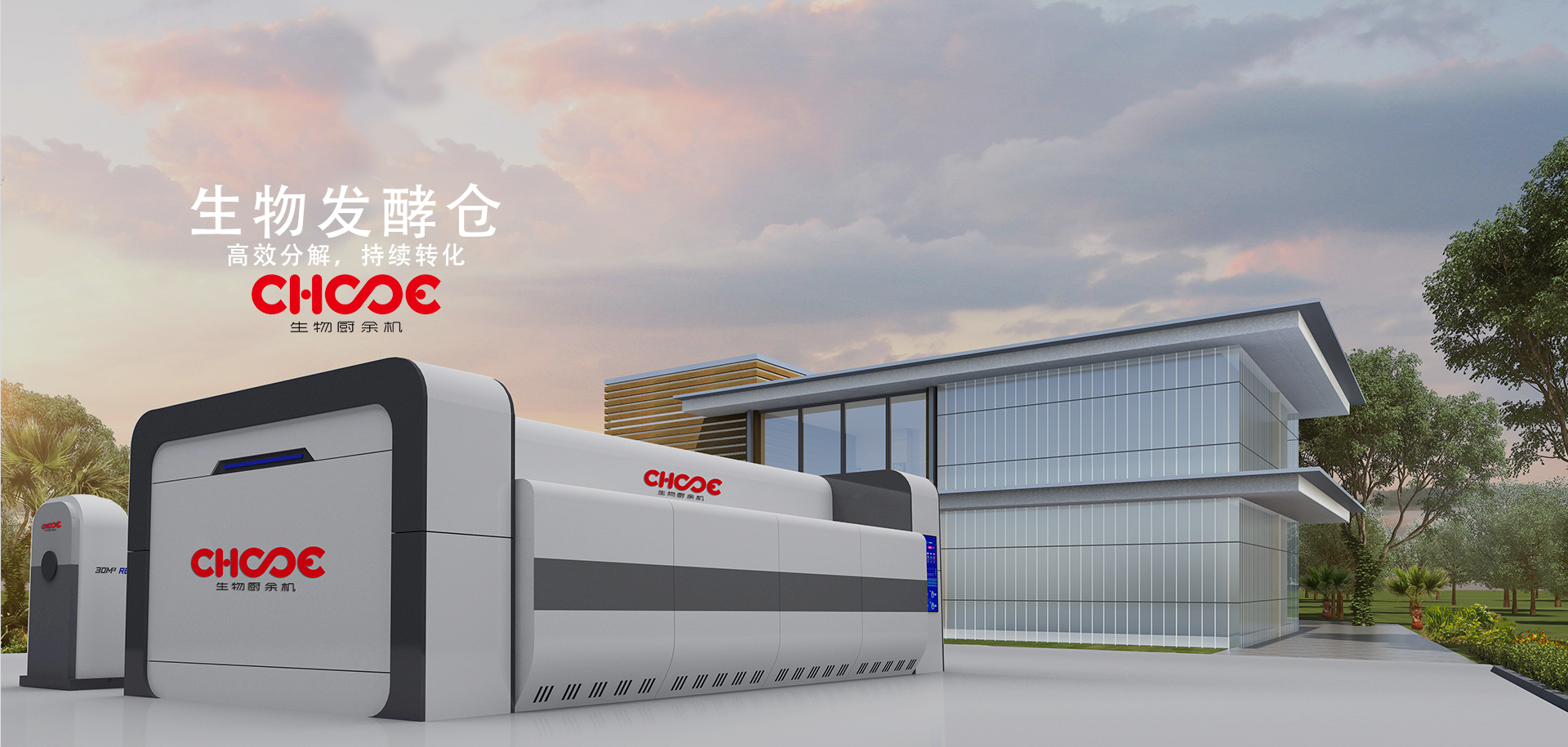
我公司通过多年的餐厨垃圾处理经验总结,并结合未来对餐厨垃圾处理大型化的需求,创新开发了大型智能生物反应仓,单机处理能力大,运行可靠稳定,通过工艺串联、并联布置,可实现日处理10t~200t的处理能力,完全满足各类场景的使用需求。
产品参数
1)仓容积:大于30m³;
2)设备尺寸:9500×4000×2430 mm;
3)搅拌方式:推流式5轴驱动;
4)加热方式:高效节能电磁加热;
5)钣金结构:304拉丝或冷钢喷涂;
6)整机结构:全钢独立受力框架;
7)与物料接触的材质:304不锈钢材质。
产品优势:
◆单体处理量大,单个发酵仓日处理能力超过5t~10t,满足工程化应用需求;
◆模块化设计,每个子仓体均采用标准化模块装配,便于日常维护;
◆全独立受力框架设计,所有传动力矩均在独立框架内,运行更稳定,使用周期更长;
◆突显细节优化,包括传动轴密封、桨叶结构、仓体结构、物料流控制及热传递方式;
◆智能化控制,依据生物发酵特点,精准控制温度、湿度、搅拌时间、通风量等关键参数,一键操作,全自动运行,就地控制及运程控制;



